




















3D

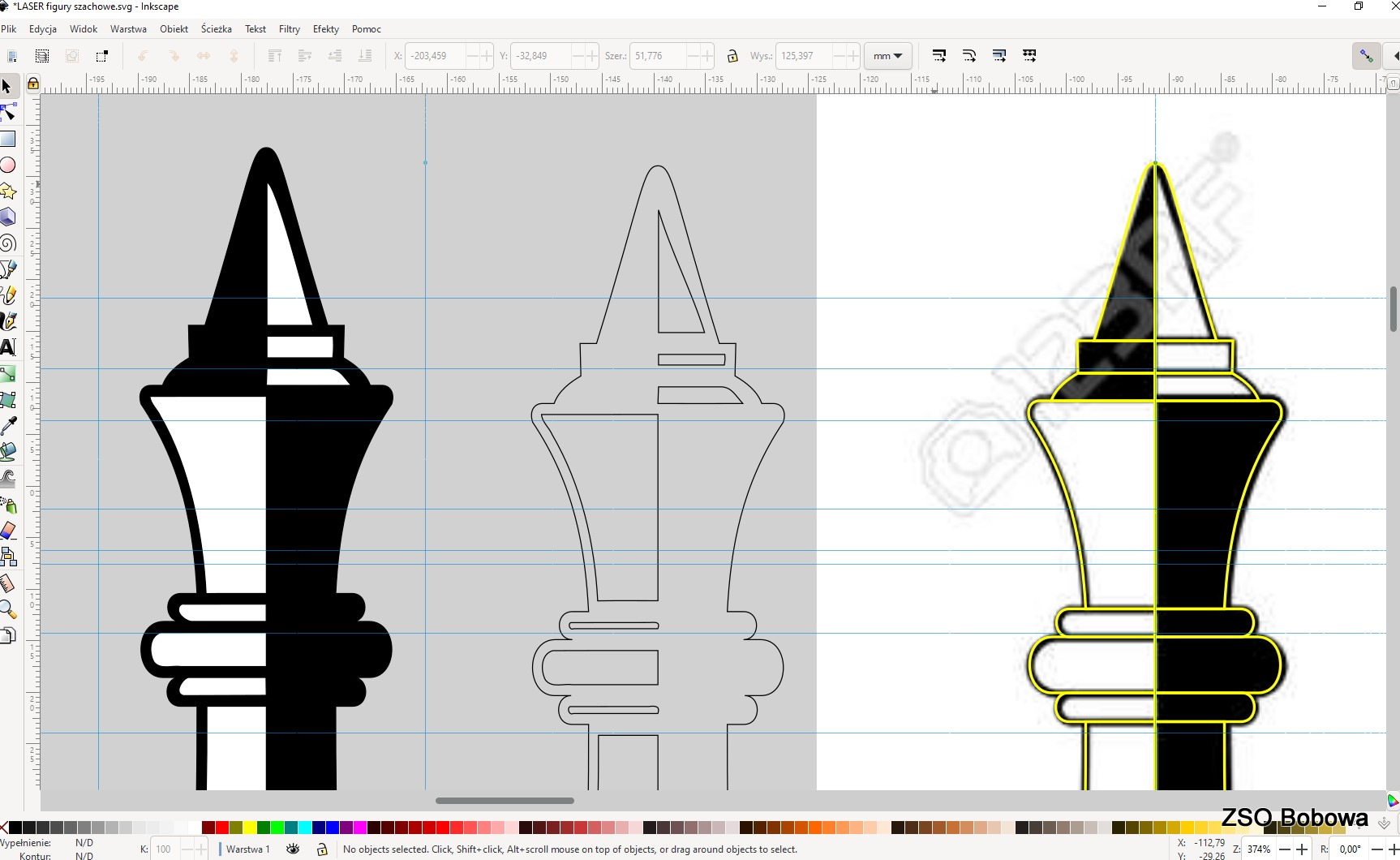
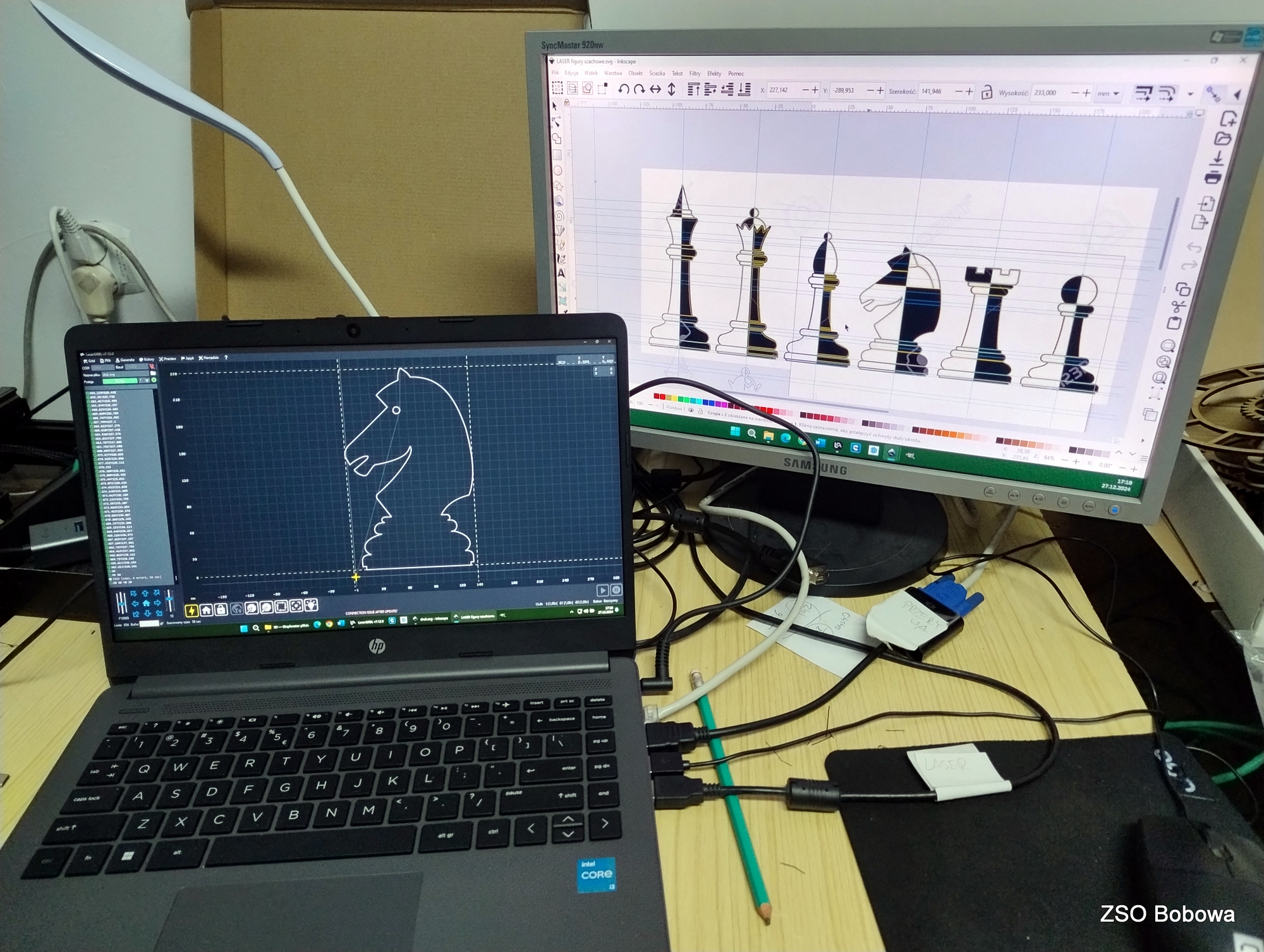
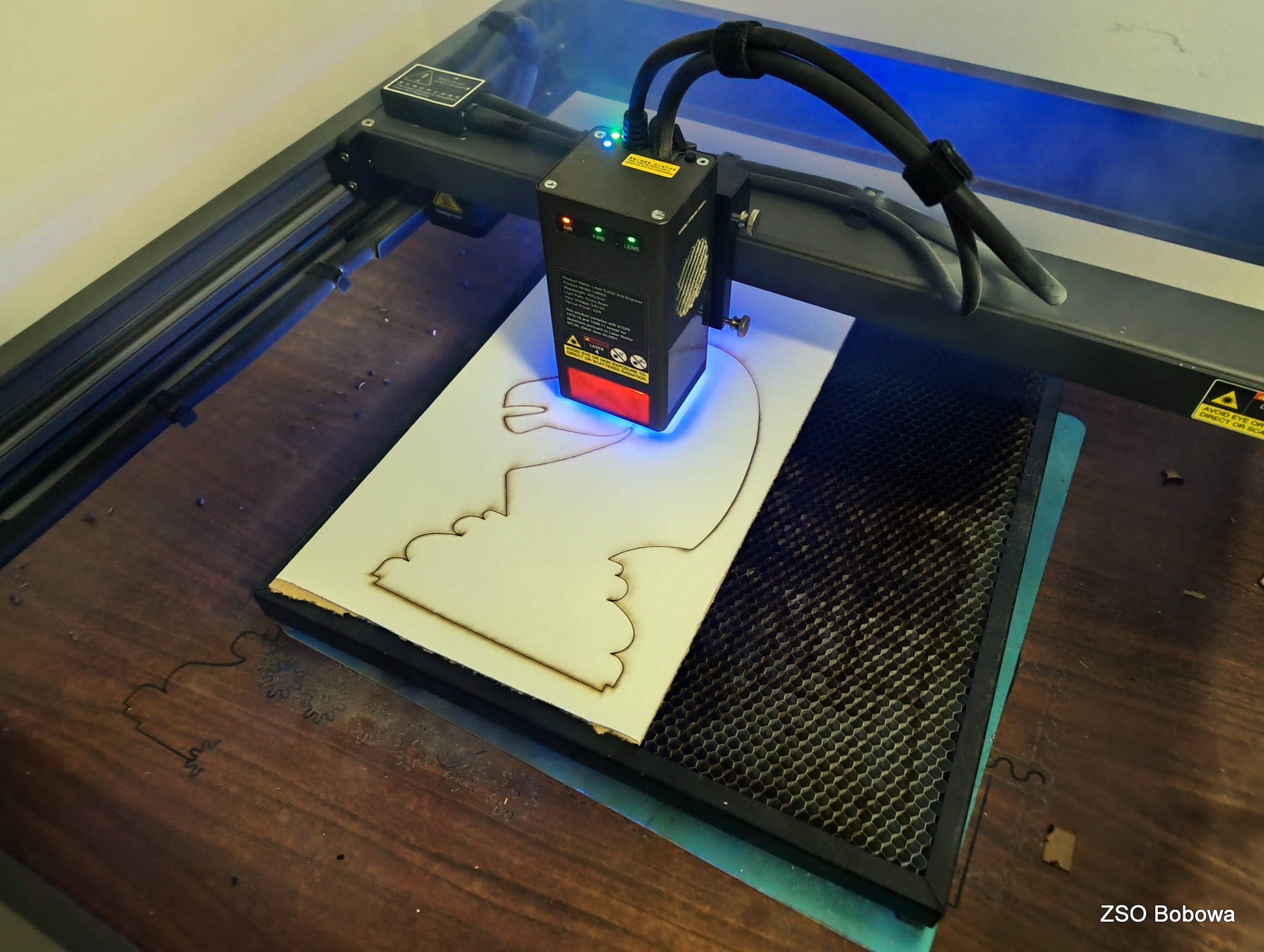
Obrazy figur szachowych skopiowano z przebogatych zasobów internetu. Projekt w grafice wektorowej SVG wykonano w programie Inkscape. Każda statuetka składa się z kilkunastu części, z których wycięciem w sklejce o grubości 3mm, bez problemu poradził sobie program LaserGRBL obsługujący laserowy ploter. Poszczególne elementy zostały polakierowane dwoma kolorami, a następnie sklejone. Gotowe figury zostały zamocowane w podstawkach.
mgr inż. Wacław Libront





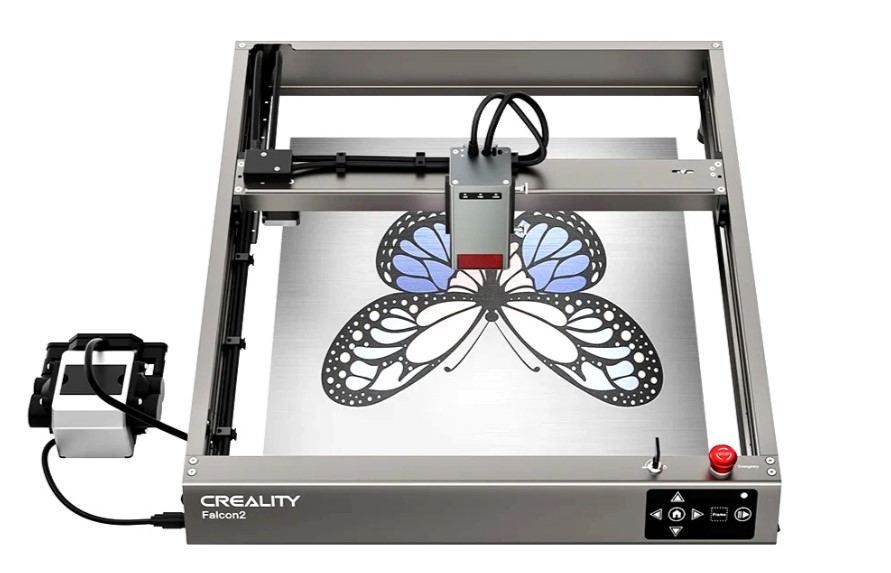
CR-Laser Falcon 2 zapewnia wysoką jakość cięcia i grawerowania dzięki wiązce 4 mocnych laserów, stabilnej konstrukcji, a także dzięki innowacyjnej funkcji jaką jest system Air Assist, który niweluje przypalanie krawędzi. Mocny, 22-watowy laser jest w stanie przeciąć drewnianą sklejkę o grubości 15 mm, wykonując tylko jedno przejście. Poradzi sobie również ze stalą nierdzewną. Ploter może osiągać prędkość aż do 25000 mm/min, dzięki czemu stworzysz jeszcze więcej niesamowitych dzieł w krótszym czasie! Jego pole robocze ma wymiary 400 x 415 mm.
22-watowy laser

Układ czterech 6-watowych soczewek zapewnia wysoką precyzję cięcia i grawerowania z dokładnością do 0,1 mm. Tak mocny laser umożliwia pracę z szeroką gamą materiałów. Ploter może przeciąć 15-milimetrową drewnianą sklejkę, akryl o grubości 10 mm, a także stal nierdzewną, której grubość wynosi 0,05 mm, a to wszystko wykonując tylko jedno przejście. CR-Laser Falcon 2 umożliwia grawerowanie w kolorze, wykorzystując do tego stal, która po podgrzaniu może przybierać różne kolory.
Zwiększona wydajność
CR-Laser Falcon 2 może ciąć i grawerować z prędkością aż do 25000 mm/min, dwukrotnie większą od wcześniejszego modelu. Dzięki temu możesz zrobić więcej, poświęcając mniej czasu. Taka prędkość umożliwia też pracę seryjną.
System Air Assist
Nowy zintegrowany system regulacji przepływu powietrza pozwala użytkownikowi ręcznie dostosować moc podmuchu powietrza za pomocą pokrętła lub automatycznie przy użyciu oprogramowania LightBurn. Kontrola przepływu powietrza podczas pracy lasera to gwarancja gładszych, bardziej precyzyjnych krawędzi bez nadmiernego przypalania. Air Assist wydmuchuje zbierający się podczas cięcia lub grawerowania kurz i dym, chroniąc tym samym soczewkę lasera.
Potrójny system monitorowania

Ploter został wyposażony w system, który zapewnia urządzeniu bezpieczną i precyzyjną pracę. Wbudowane czujniki śledzą stopień przepływu powietrza, stan soczewki lasera, a także ostrzegają w razie powstania płomienia w obszarze roboczym. Urządzenie informuje użytkownika o błędach za pomocą wbudowanych w głowicę diod oraz alarmu dźwiękowego.
Jeszcze bezpieczniejszy
Oprócz potrójnego systemu monitorowania, CR-Laser Falcon 2 został wyposażony również w szereg różnorodnych zabezpieczeń, zapewniających najwyższą ochronę przed wypadkami. Urządzenie posiada wyłącznik krańcowy, czujnik wykrywający przemieszczenie się lub upadek, system blokady, przycisk awaryjny, a także osłonę lasera, która zapewnia bezpieczeństwo dla oczu. W całości aluminiowa konstrukcja gwarantuje stabilność plotera, nawet podczas pracy w dużych prędkościach.
Dostosuj urządzenie do swoich potrzeb

Aby zapewnić użytkownikowi jak największą wygodę, ploter posiada wiele regulacji, umożliwiających dostosowanie go do swoich potrzeb. Na spodzie urządzenia znajdują się 3 otwory regulacyjne, aby dopasować jego szerokość do różnych rozmiarów stołu. Wysokość plotera możesz dostosować dzięki regulowanym nóżkom. Wygodę zapewniają również silikonowe podkładki oraz dobrze zorganizowane, nieplączące się przewody.

Pierwszy, poważny projekt, wykonany przy użyciu drukarki 3D, którą od niedawna posiada szkoła. Nasze szkolne, drewniane, używane od wielu lat breloczki na klucze zastąpione zostały nowymi, wzorowanymi na tarczy szkolnej. Ostateczna wersja powstała po wielu, mniej lub bardziej udanych komputerowych projektach i próbnych drukach 3D, z różnymi filamentami i kolorami.
mgr inż. Wacław Libront
Etapy produkcji breloczków
Druk 3D jest o wiele bardziej skomplikowanym procesem od drukowania na zwykłej drukarce, gdzie wpisujemy tekst w Wordzie lub tworzymy rysunek w Gimpie i klikamy przycisk Drukuj. Drukowanie 3D można podzielić na kilka etapów: przygotowanie projektu w programie graficznym, kształtowania modelu w programie graficznym 3D, przygotowanie danych dla drukarki w programie typy Slicer i wreszcie drukowanie na drukarce 3D.
Przygotowanie projektu – Program grafiki wektorowej lub rastrowej
W przypadki tarczy szkolnej posługiwałem się darmowym programem Inscape, który zapisuje pliki w formacie SVG. Można zaprojektować całą tarczę, ale mnie wystarczył tylko kontur przygotowany za pomocą krzywych Beziera.
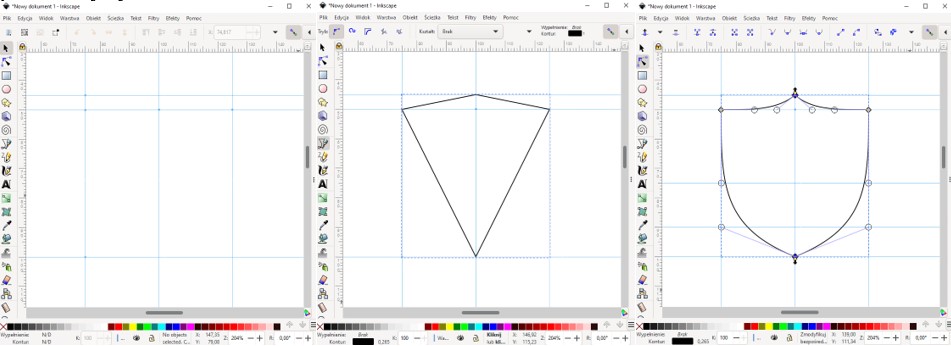
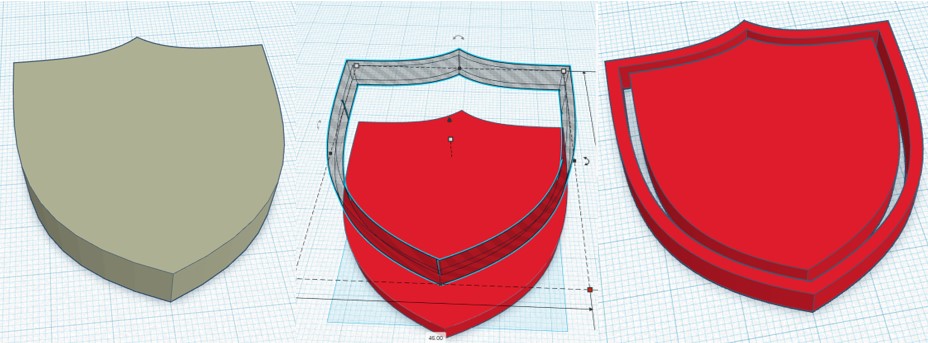
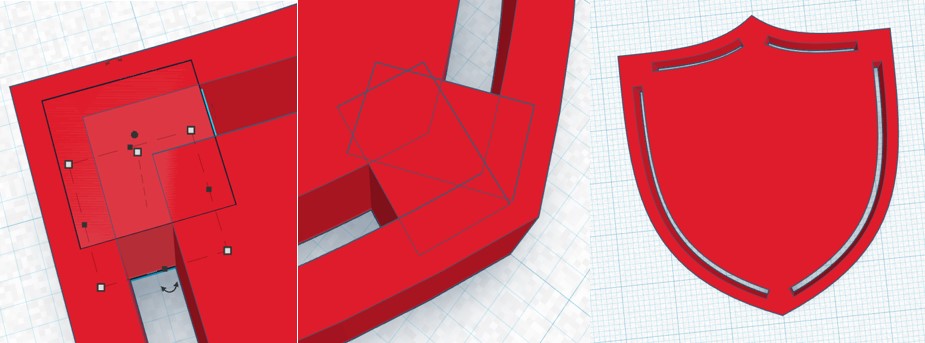
Kształtowanie modelu – program graficzny 3D
Model 2D przekształciłem w 3D z pomocą aplikacji Tinkercad, która prostymi narzędziami potrafi zdziałać „cuda”. Żeby model wymyślony na komputerze nie rozleciał się po wydruku należy uwzględnić odpowiednią grubość, połączenie „oderwanych” elementów tarczy, rozmiar „dziur” na wklejane do wnętrza cyfr, wielkość i grubość kółka do przymocowania metalowego. Gotowy model eksportujemy w formacie STL.

Przygotowanie danych dla drukarki – program typu Slicer
Program do generowania matematycznego opisu ścieżki dla głowicy drukującej tzw. slicer ma „milion” ustawień, począwszy od rodzaju filamentu, temperatury stołu i głowicy drukującej, poprzez rodzaj podstawy (żeby drukowany model nie oderwał się od stołu), grubość ścianek, rodzaj wypełnienia, szybkość poruszania się głowicy, tworzenie podpór dla wystających elementów i wiele, wiele innych… To wszystko ma wpływ na czas drukowania, który nie jest liczony w minutach, ale w godzinach. Jedna tarcza drukuje się przez około półtorej godziny, a wydruk kilku puszczamy wieczorem a gotowy produkt otrzymujemy rano. Program slicer generuje dane do drukarki 3d w postaci pliku GCODE.

Drukowanie
Plik GCODE przenosimy do drukarki z pomocą pamięci USB lub za pomocą chmury i… i niestety jeszcze nie wciskamy magicznego przycisku DRUKUJ. Przygotowanie maszyny do druku wymaga: poziomowania stołu i głowicy drukującej (każda warstwa, to grubość 0,1-0,2 mm), ustawienia temperatury głowicy, która topi filament i temperatury stołu na którym drukowany jest model (zależą od rodzaju użytego filamentu) i wielu innych parametrów, których lepiej nie zmieniać, jeśli nie ma się dużego doświadczenia. Gdy już wszystko poustawiane i pozapinane „na ostatni guzik”, możemy wreszcie wcisnąć „magiczny guzik” i puścić maszynerię w ruch. Pozostaje tylko czekać, i … czekać,… i „modlić się”, żeby coś się nie popsuło, odlepiło, zakleszczyło, zabrakło, wyłączyło...
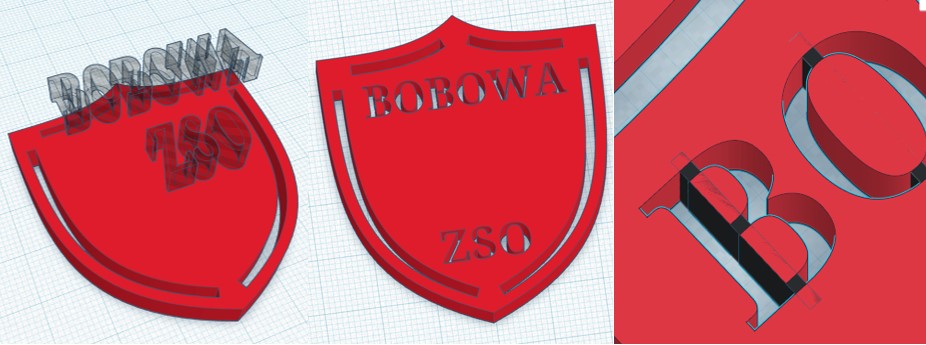
Obróbka końcowa - postprocessing
Po wydrukowaniu należy odlepić całość od stołu, a samą tarczę oddzielić od wydrukowanej podstawy, a następnie oczyścić z różnorodnych wystających „drobiazgów”. Gdy wydrukowane zostaną białe cyfry, wstawiamy je do tarczy, sklejamy, wstawiamy metalowe kółka i klucze… i wieszamy na tablicy w pokoju nauczycielskim. Białe cyfry da się łatwo wstawić tylko dlatego, że czerwona tarcza jest wykonana z materiału typu FLEX (plastycznego), a nie twardego typu PLA. W innym przypadku litery muszą być mniejsze o co najmniej 0,1 mm, a tego na razie nie potrafię zrobić w prosty sposób.


Drukarka 3D Creality CR-M4 ma duże pole roboczye o wymiarach 450 x 450 x 470 mm. Przygotowana przez producenta aplikacja Creality Cloud pozwala na zdalne sterowanie urządzeniem. Urządzenie zostało wyposażone w całkowice metalowy ekstruder Sprite z napędem bezpośrednim. Konstrukcja dwubiegowa zapewnia jednolitą siłę wytłaczania na poziomie 80 N. Hotend drukarki wykorzystuje ulepszoną dyszę z wysokim przepływem oraz grzałkę o mocy 50 W. Dzięki temu może ona pracować z wysokotemperaturowymi filamentami, nawet w temperaturze 300°C. Creality CR-M4 posiada możliwość stosowania wymiennych dysz 0,6 mm i 0,8 mm. Dotykowy ekran o przekątnej 4,3" zapewnia proste, intuicyjne sterowanie. Umożliwia podgląd modelu i strojenie PID temperatury. Po 5 minutach braku aktywności wyświetlacz się wyłącza. Można także włączyć tryb uśpienia. CR-M4 można obsługiwać za pomocą pendrive'a, przewodu USB-C, przewodu RJ45, a także WiFi. W przypadku sieci LAN, użytkownicy mają możliwość obsługi drukarki z dowolnego komputera w sieci za pośrednictwem Creality Print. Aplikacja Creality Cloud umożliwia zdalne sterowanie i monitorowanie wydruku przy użyciu telefonu. Drukarka posiada funkcję w pełni automatycznego poziomowania stołu roboczego za pomocą CR-Touch, który wykrywa 25 punktów pomiarowych i za ich pomocą precyzyjnie reguluje wysokość i nachylenie platformy, a także ustawia przesunięcie osi Z z dokładnością do 0,05 mm w celu szybkiej kalibracji odległości między dyszą a stołem. Platforma składa się z czterech warstw: wierzchnia powłoka PC zapewniająca silną przyczepność, blacha ze stali sprężynowej, która ułatwia odczepianie modeli, płyta magnetyczna z dwoma bolcami oraz podgrzewany stół ze stopu aluminium, który nagrzewa się, według testów Creality Lab, do 60°C w ciągu 160 sekund.